Самодельные сварочные аппараты 3
Статьи публикуются по мере поступления. Для упорядоченного тематического
поиска воспользуйтесь блоком "Карта сайта"
Не выкидывайте старые ламповые телевизоры на свалку! Они очень даже еще могут пригодиться в домашнем хозяйстве. Примером тому может быть изготовленный мною аппарат точечной сварки, предназначенный для приваривания листовой стали толщиной до 0,5...0,3 мм к массивным стальным деталям. Он может найти применение в быту, на сельских подворьях, а также в небольших ремонтных мастерских (например, при ремонте автомобилей).
Точечная электросварка из старых
телевизоров
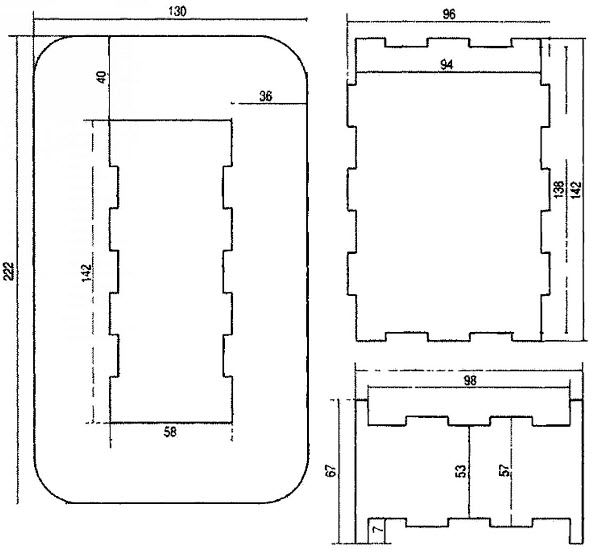
Аппарат изготовлен из шести силовых трансформаторов ТС-270 от старых ламповых цветных телевизоров с использованием петель размагничивания от этих телевизоров. Для этого трансформаторы и петли размагничивания аккуратно разбирают, а из гетинакса толщиной 2,5 мм изготавливают каркас по чертежам
На каркас равномерно наматывают жгут из 3 - 4 проводов диаметром 0,9 мм от сетевых обмоток разобранных трансформаторов. Наматывают 150-160 витков, между слоями прокладывают бумагу от тех же трансформаторов. В завершение намотки сверху также прокладывают несколько слоев состоящий из 350-400 проводов, которые можно использовать и от трансформаторов. Важно, чтобы жгут получился сечением около 100 мм. Этот жгут изолируют сверху тесьмой и полиэтиленом так же, как были обмотаны петли размагничивания. Концы жгута на длину примерно 50 мм зачищают, облуживают и скручивают между собой по 1 0 жил, а затем мощным паяльником спаивают весь жгут. Изготовленный таким образом жгут наматывают на каркас, где количество витков должно быть 4,5-5,5. Теперь собираем трансформатор Для стяжки я использовал те же детали от силовых трансформаторов, только их надо немного доработать. Для удобства проведения сварочных работ необходимо изготовить пистолет, конструкцию которого можно порекомендовать из [1]. Устройство управления изготовлено по схеме
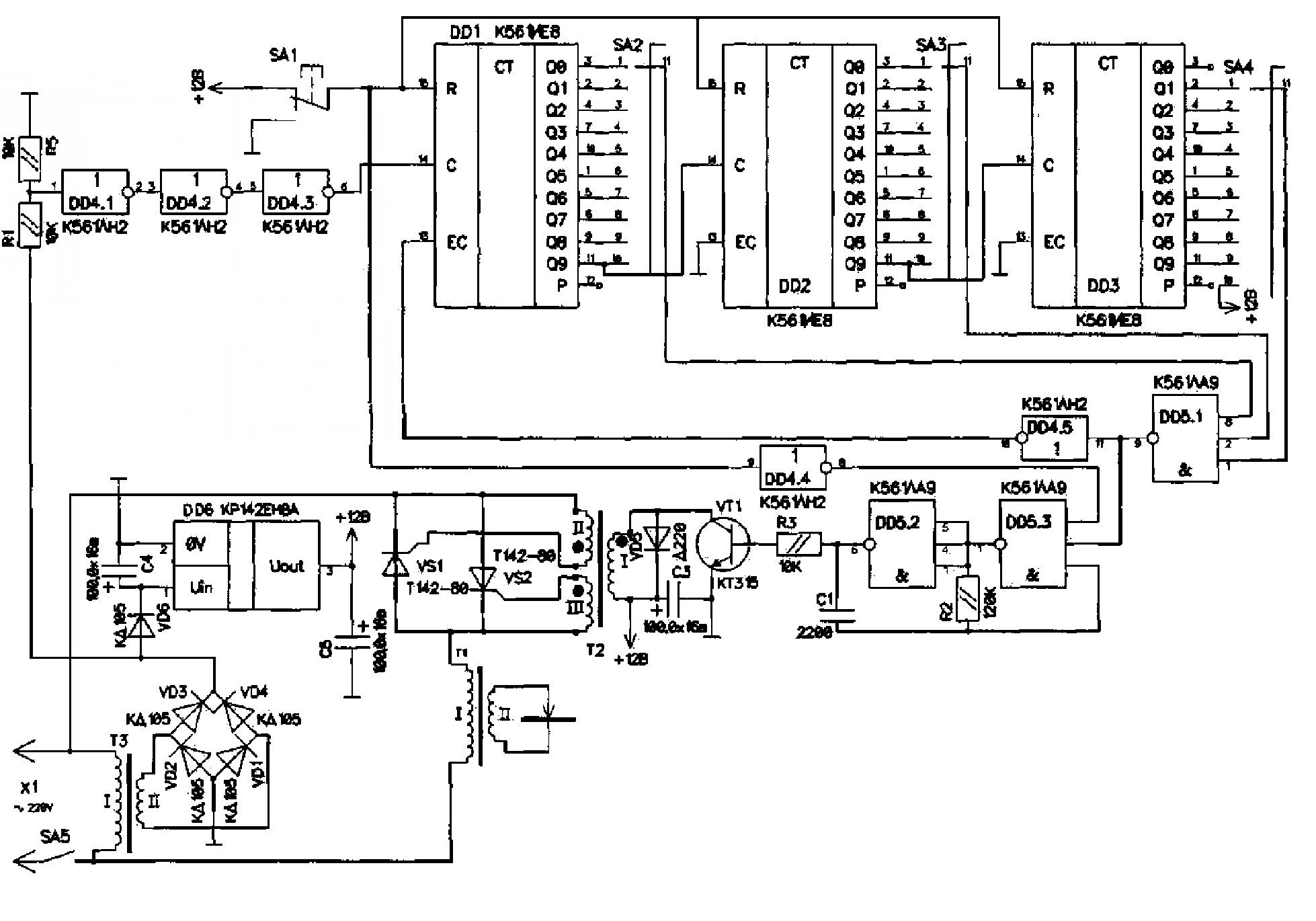
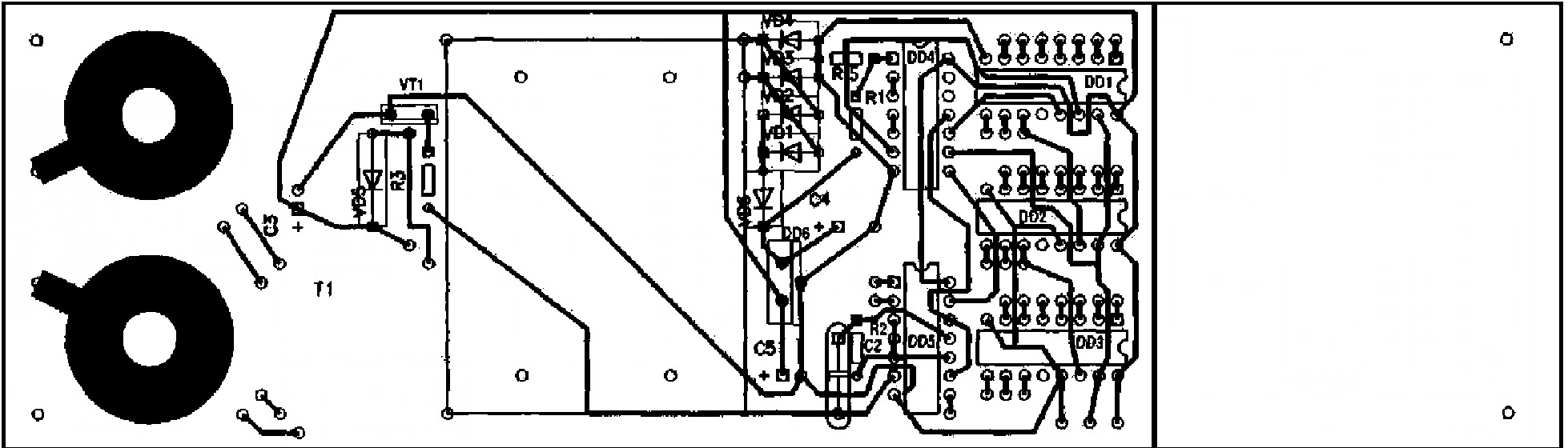
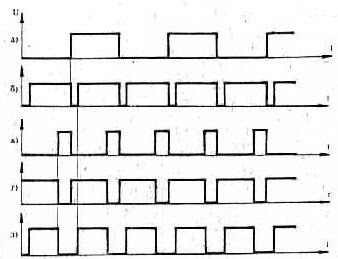
Оно состоит из блока питания, выполненного на элементах ТЗ, VD1-VD4, микросхемы DD6, таймера (DD4.1-DD4.3, DD1-DD3, DD5.1, DD4.5), формирователя импульса запуска тиристоров (DD5.2-DD5.3, VT1, Т2, VS1-VS2) и собственно сварочного трансформатора Т1 . Таймер позволяет формировать импульс длительностью от 1 до 999 полуволн сетевого напряжения, т.е. от 0,01 до 9,9 с с точностью 0,01 с. Детали. Тиристоры установлены без радиаторов, вместо VS1 -VS2 можно применить Т142-50 или один симистор ТС2-80. Трансформатор ТЗ - с напряжением на вторичной обмотке 18.,.20 В. Трансформатор Т2 намотан на кольцевом ферритовом сердечнике К20х12х6. Первичная обмотка содержит 100 витков провода ПЭЛШО диаметром 0,1 5 мм, вторичная и третья содержит по 60 витков того же провода. Обмотки и само кольцо необходимо тщательно изолировать лакотканью. Все детали устройства управления размещены на односторонней печатной плате размерами 21 5х60 мм
Импульсный сварочный аппарат
Основные технические характеристики
Максимальный сварочный (зарядный) ток
— при двух ключах регулятора, А 40 (30)
— при трех ключах, А 60 (40)
Напряжение холостого хода, В 36
Минимальный ток заряда, А 1
Коэффициент полезного действия, не менее 0,8
Какой домашний мастер, а тем более автолюбитель, не мечтает иметь в своем распоряжении малогабаритный сварочный аппарат постоянного тока да еще с функцией заряда аккумуляторных батарей. Рассмотрим основные требования к аппаратам подобного рода. Источник напряжения сварочного аппарата должен обладать хорошими динамическими характеристиками. Рабочее напряжение на дуге должно быстро устанавливаться и изменяться в зависимости от длины дуги, обеспечивая ее устойчивое горение. Для постоянного тока достаточно напряжение зажигания 30 — 40 В, в то время как для переменного необходимо напряжение 40 — 60 В. Время восстановления рабочего напряжения при коротком замыкании от 0 до 30 В не должно превышать 50 мс. Ток КЗ не должен превышать рабочий более, чем на 25 — 100%. При ручной дуговой сварке внешняя характеристика рис.1, источника тока должна быть падающей, т.е. напряжение должно уменьшаться с увеличением тока.
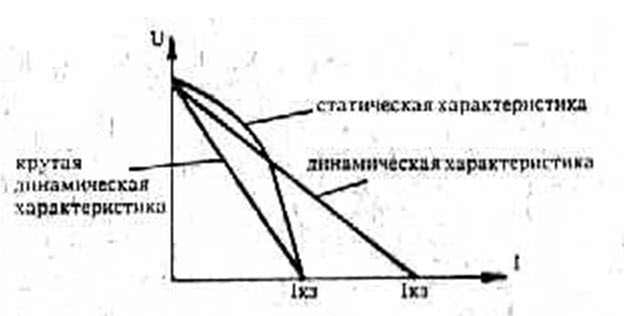
При крутой динамической характеристике источника питания динамические токи КЗ значительно меньше (они близки к статическим токам КЗ) и при удлинившейся дуге образуется стабильная рабочая, точка. Вышеперечисленным требованиям в полной мере соответствует источник напряжения, выполненный по схеме генератора тока. Свойства такой конструкции в полной мере подходят и для зарядного устройства. Исходя из вышеизложенного и разработан сварочный аппарат, схема которого представлена на рис.

С целью уменьшения нагрузки на диоды моста сетевого выпрямителя при включении сети применено устройство заряда конденсатора, разработанное Б.Журавлевым и С.Эраносяном [I]. Отличительная особенность устройства состоит в том, что формирователь импульса запуска тиристора обеспечивает его срабатывание при минимальном напряжении на переходе анод-катод, т.е. синхронно с переходом сетевого напряжения через нуль. Схема работает следующим образом. До запуска преобразователя напряжение на конденсаторе С13 отсутствует, тиристор закрыт и заряд конденсатора фильтра С6 происходит через ограничительный резистор R6. Как только конденсатор С6 зарядится до напряжения запуска преобразователя, появится напряжение на С 13 и первым же синхроимпульсом с VD6 через дифференциальную цепочку С9, R7 запустится одновибратор на транзисторах VT2, VT3. При этом на управляющий электрод VS1 поступит открывающее его напряжение с конденсатора С13 через элементы R19, VT3. Бросок тока зарядки конденсатора фильтра не превышает 15 А. Элементы L2, УД5, С8, R4 служат для ограничения броска тока через силовые транзисторы преобразователя в моменты зажигания дуги. Величину резистора R4 рассчитывают из соотношения: R4 = Uн/0,8Imax - Iн' = 300/0.8 х 24 - 5 = 22 Ом где Imax — максимальный допустимый импульсный ток коллектора силового транзистора; Iн' — приведенный к входному напряжению Uн ток нагрузки преобразователя. Ток, потребляемый преобразователем, рассчитывают по формуле: Iн'= Рн/Uнh = UнIн/Uнh = 20 х 60/300 х 0.8=5А. где Рн — выходная мощность аппарата, h — КПД; Uн-20 В напр. на дуге. Мощность, выделяющаяся на резисторе R4, определяется выражением: PR4=IcR4g где Ic=Iн' (1 - g )— ток разряда конденсатора С8 (1); g -коэффициент заполнения импульсов. Преобразователь аппарата выполнен по полумостовой схеме с самовозбуждением и коммутирующим насыщающимся трансформатором. Пропорционально-токовое управление способствует повышению КПД устройства за счет повышения быстродействия коммутационных процессов. За основу устройства в целом взята идея, заимствованная в [2]. Отличительная особенность заключается в том, что включение и выключение силовых высоковольтных транзисторов преобразователя осуществляется в режиме разомкнутых ключей Kl, K2, (КЗ) регулятора, т.е. на холостом ходу во всем диапазоне нагрузок, что значительно повышает надежность устройства за счет исключения сквозных токов,/--повышает КПД и уменьшает импульсные помехи. Регулировка тока нагрузки осуществляется длительностью импульсов с помощью схемы управления (СУ), выполненной на DD1, DD2. При этом силовые транзисторы регулятора используются в режиме насыщения с минимальными потерями мощности. На элементах DD1.1, R18, VD10, VD12 выполнен формирователь меандра, синхронного с частотой преобразования. Далее по фронту и по спаду сигнала с помощью дифцепочек СЗ, R2, С4, R8 и DD2.2 формируются короткие, около 2 мкс, отрицательные импульсы. За работу схемы широтно-импульсной модуляции (ШИМ) отвечает одновибратор, выполненный на элементах DD1.2, DD1.3, длительность импульсов которого зависит от состояния транзистора VT1. Управляющее напряжение на базу этого транзистора поступает от преобразователя ток-напряжение (ПТН), выполненного на Операционном усилителе DA1 и шунте R38 (75ШСМЗ-50-0.5; падение напряжения 75 мВ при токе нагрузки 50А). Минимальный ток зависит от чувствительности ПТН и настраивается с помощью резистора R36. Максимальный ток ограничивают подбором резистора R13. Устройство пригодно для зарядки любых аккумуляторов напряжением от 6 до 24 В, так как является генератором тока. Напряжения в характерных точках показаны на рис
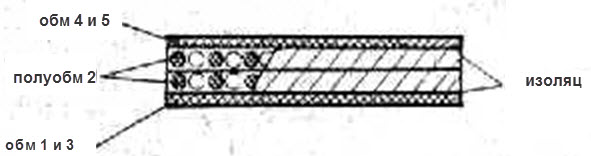
Катушка трансформатора Т1 выполнена бескаркасной. Обмотка I отдельна от остальных тремя слоями лакоткани. Обмотку II мотают в два провода, как показано на рис.4. Таким образом, получают четыре обомотки, после чего их "вызванивают" и принадлежащие к одной полуобмотке соединяют параллельно. Отвод получают соединением конца одной полуобмотки с началом другой.
Действующее (эффективное) значение тока вторичной обмотки со средней точкой Iэ=Iн/O 2-60/1,41=43А
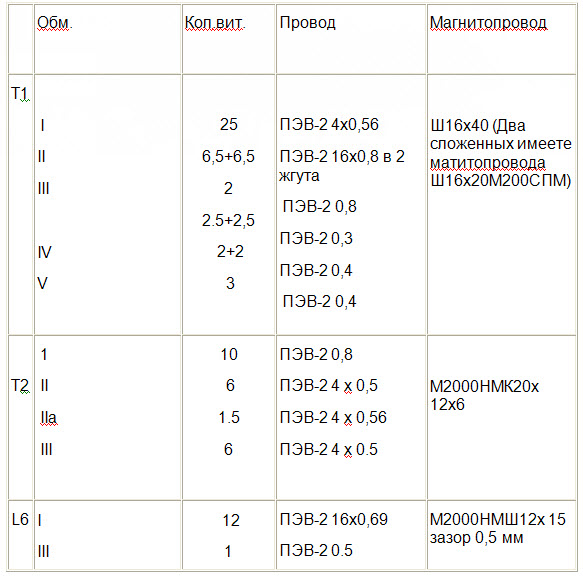
Принимаем плотность тока j=6A/mm2. Тогда сечение провода S=Iэ/j=43/6» 7mm2. С целью уменьшения эффекта вытеснения тока, а также получения достаточной гибкости разбиваем проводник на 16 проводов. S=S/16=17/6=0.43mm2, откуда диаметр провода Д=0,74 мм (принимаем Д=0,8 мм). Моточные данные трансформаторов сведены в табл. Трансформатор Т1 и диоды VD16 — VD20 закреплены на общем тсплоотводе с площадью охлаждающей поверхности около 1000см2, служащем задней стенкой аппарата.
Транзисторы VT4 — VT7 закреплены на отдельных ребристых радиаторах с площадью охлаждающей поверхности около 200 см2. Причем коллекторы и базы спаренных транзисторов объединены, а в эмиттерах включены токовыравнивающие резисторы по 0,1 Ом типа С5-16МВ мощностью 2 Вт. Ключи К1, К2 регулятора выполнены в виде отдельных модулей и могут наращиваться до трех. Транзистор VT11 снабжен радиатором с площадью охлаждающей поверхности около 150см2. Транзистор VT9 закрепляют на том же радиаторе через слюдяную прокладку или на небольшом отдельном радиаторе. При использовании аппарата с током нагрузки до 40 А дроссель L2 можно заменить на Д59. Конденсатор С6 типа К50-35-350В-ЗЗОмкФ можно заменить на два конденсатора типа К50-27-350В-220мкФ. В качестве конденсаторов С11, С12 применены конденсаторы типа К73-16-250В-3.3 мкф. Конденсатор С8 — типа К50-29-350В-22мкФ, конденсатор С23 — типа К50-29-63В-1000мкф, остальные — типа К50-35 и К73-17. Резистор R4 — типа С5-35В мощностью 15 Вт. Дроссели типа Д13 по АГ0.475.007ТУ, типа Д69 (Д59) по ОЮ0.475.000ТУ. Микросхему ДА1 типа К140УД7 можно заменить на К140УД6. При правильной фазировке трансформаторов преобразователь запускается сразу и, как правило, в налаживании не нуждается. Регулятор тока налаживают следующим образом. Установите 2 в положение 1 — 10 А, движок резистора R36 — в среднее положение, R16 — в крайнее правое. С помощью подстроечного резистора
R36 установите ток короткого замыкания 1 А по амперметру в качестве нагрузки. (При измерении сначала замыкают выходные клеммы, затем к ним подключают амперметр. Для измерений клеммы размыкают. Переключение диапазонов измерений также производить при закороченных клеммах). Встроенный прибор калибруют с помощью подстроечного резистора R41. Затем переведите резистор R16 в крайнее левое по схеме положение. Подбором резистора R13 добейтесь тока короткого замыкания около 10А.При желании, в устройство можно ввести функцию запуска двигателя. Для этого достаточно сделать пороговое устройство, которое бы переключало аппарат при просадке напряжения в нагрузке (на аккумуляторе) ниже 10 В с тока заряда около 5А в режим отдачи максимального тока и обратно.
Литература:
1. С.А.Эраносян. Сетевые блоки питания с высокочастотным преобразованием. —Л.:Энергоатомиздат, 1991.
2. А.С.1317420 СССР, МКИ 05 1/569 Источник питания с бестрансформаторным входом. В. Г. Простаков. Открытия, изобретения. 1987.N22.
3. А.Петров. Эффективный импульсный стабилизатор напряжения. Радиолюбитель. N1, 1993, с. 29.
Радиолюбитель 5/93
Сварочный аппарат для контактной сварки
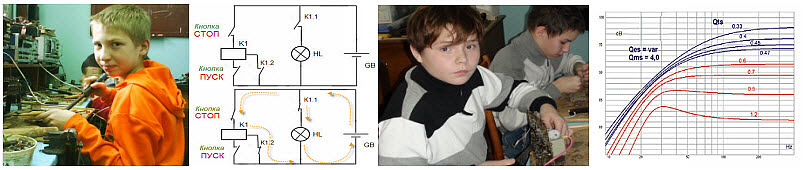
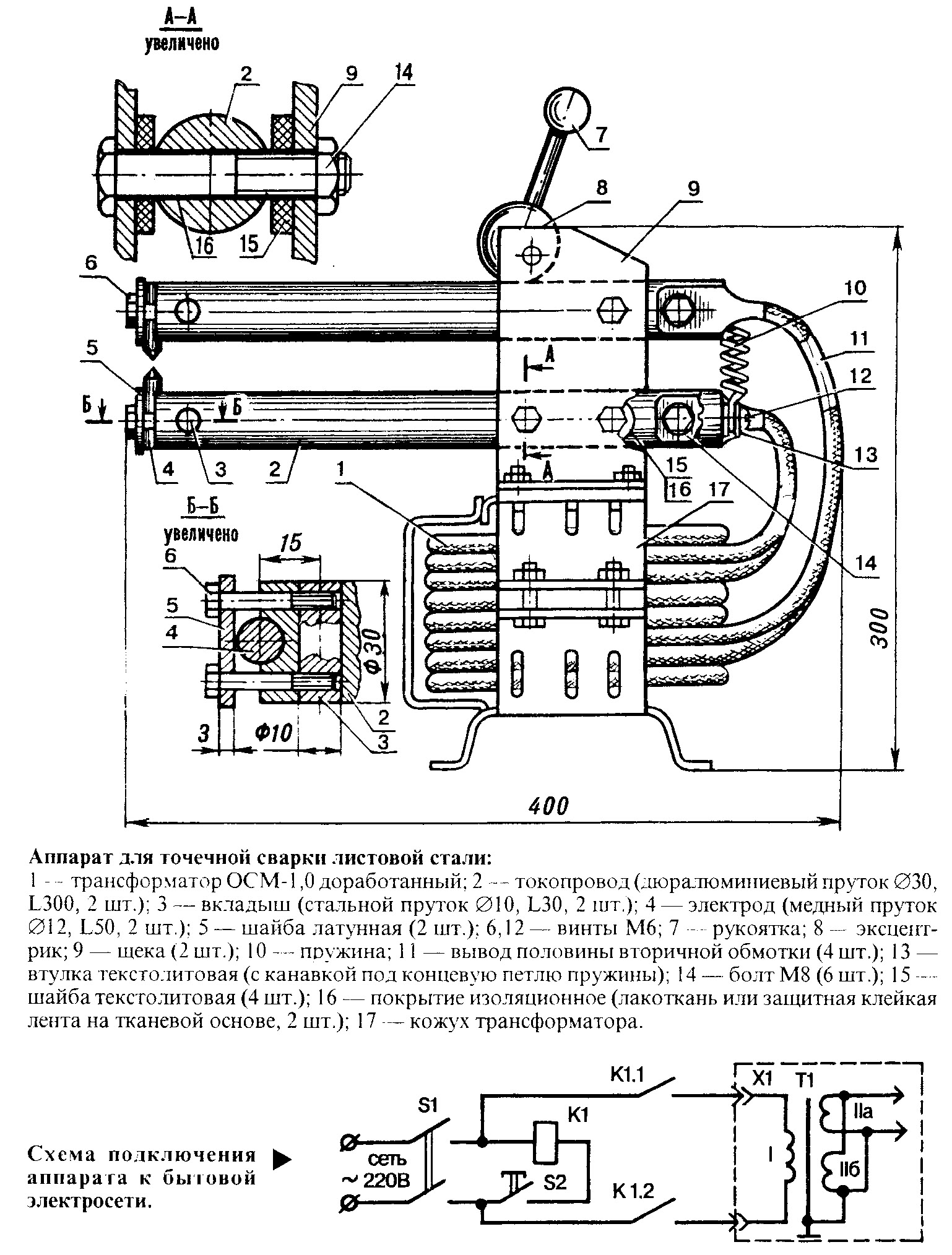
Предлагаемый аппарат точечной сварки позволяет надежно соединять листовую сталь толщиной до 3 мм, что более чем достаточно для домашних нужд или мелкой мастерской. Регулировка величины тока не предусмотрена. Ход сварки определяется временем нагрева (то есть прохождением тока) и контролируется либо визуально (по цвету), либо с помощью реле времени, диапазон выдержки у которого 0,5-5с. В качестве базового трансформатора используется серийный ОСМ-1,0 мощностью 1кВ* А. Первичную обмотку у него желательно оставить без каких-либо изменений (хотя при необходимости можно и перемотать, ведь здесь всего 200 витков ПЭВ2-1,9). А вот вторичную лучше заменить на более " продуктивную" , выполняемую проводом ПВЗ-50 - две трехвитковые части, включенные параллельно, чтобы общее их сечение составляло 100мм2. Держатели электродов рекомендую изготовить из дюралюминиевого прутка диаметром 30 мм. Причем нижний, как показала практика, лучше сделать неподвижным, изолированным от щечек текстолитовыми шайбами, а от крепежных болтов М8 - лакотканью или защитной клейкой лентой на хлопчатобумажной основе. Сами электроды советую использовать медные, диаметром 12 мм, закрепляя их в держателях при помощи прямоугольной латунной шайбы и двух винтов М6, для которых в специальных стальных вкладышах предусмотрительно выполнена соответствующая резьба. В исходном положении держатели с электродами разведены пружиной с подходящими габаритами (например от старой кровати раскладушки). Но надо сделать так, чтобы пружина не создавала короткого замыкания на выводах вторичной обмотки во время работы сварочного трансформатора. Одним из вполне приемлимых технических решений является, в частности, вариант с применением разделительной пластмассовой втулки, закрепленной в торце неподвижного держателя электрода винтом М6. Нижний конец пружины электрически изолирован от всех остальных деталей " сварочника" при любых, даже самых невероятных ситуациях. Подсоединять сварочный аппарат к сети желательно по хорошо зарекомендовавшей себя принципиальной электрической схеме (см. чертеж) через автоматический 20-амперный выключатель. На такой же (как минимум!) ток должен быть расчитан и электросчетчик. Ну а непосредственное управление " сварочником" - с помощью магнитного пускателя К1, включаемого педалью с кнопкой S2 типа " грибок" . Корпус и вторичную обмотку трансформатора необходимо заземлить. Включать и выключать такой " сварочник" надо только при сжатых электродах. Несоблюдение этого простого правила грозит возникновением интенсивного искрения, что приводит к подгоранию электродов с крайне нежелательными последствиями. И еще один, выверенный практикой совет. Так как принудительное охлаждение не предусмотрено ни для трансформатора, ни для токопроводов и электродов, то во время сварки следует постоянно следить за температурным режимом. По мере необходимости делать перерывы в работе, но ни в коем случае не допускать перегрева аппаратуры.
По материалам статьи Г.Гаврилова
(По материалам сайта В.Свирина http://personal.primorye.ru/svirin/)
Дополнительно к теме
Просмотров: 9608 |
Добавил: Chinas
| Рейтинг: 0.0/0
|