Самодельные сварочные аппараты 2
Статьи публикуются по мере поступления. Для упорядоченного тематического
поиска воспользуйтесь блоком "Карта сайта"
Переносный малогабаритный электросварочный аппарат с выносным сварочным пистолетом предназначен для приваривания листовой нержавеющей и обычной стали толщиной 0,08...0,15 мм к массивным стальным деталям, а также для соединения сваркой стальной проволоки диаметром до 0,3 мм. Он может найти применение во многих отраслях народного хозяйства, например, при изготовлении термопар, для приваривания к металлоконструкциям тензометрических датчиков, предварительно наклеенных на стальную фольгу, и во многих других случаях.
Переносной сварочный аппарат для точечной сварки
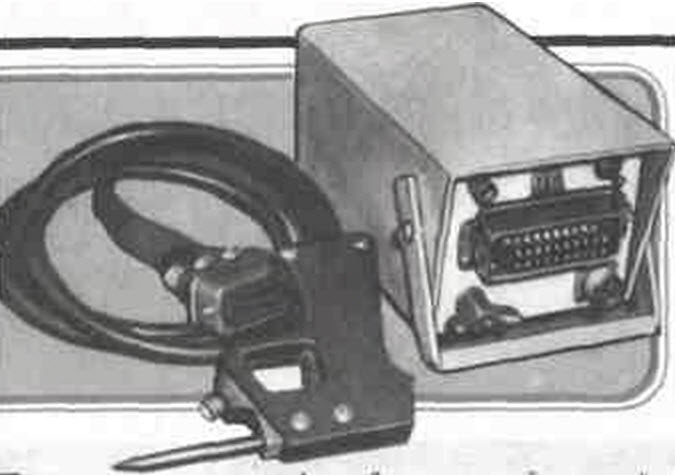
Внешний вид сварочного аппарата показан на 3-й с. вкладки (вверху). Масса силового блока аппарата - около 8 кг, габариты-225х135Х120 мм. Как видно из принципиальной электрической схемы, аппарат состоит из двух основных узлов: электронного реле на тринисторе V9 и мощного сварочного трансформатора Т2.
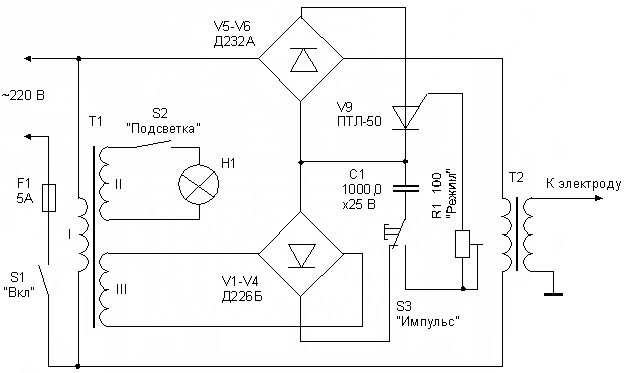
К одному из выводов его низковольтной вторичной обмотки подключен сварочный электрод, второй вывод надежно соединяют с более массивной из двух свариваемых деталей. Сетевая обмотка сварочного трансформатора подключена к сети через диодный мост V5-V8, в диагональ которого включен тринистор V9 электронного реле. Маломощный вспомогательный трансформатор Т1 питает цепь управления тринистором (обмотка ///) и лампу HI подсветки места сварки (обмотка //). Аппарат работает следующим образом. При замыкании контактов выключателя S1 "Вкл." напряжение питания 220 В поступает на первичную обмотку трансформатора Т1 узла управления тринистором. Конденсатор С1, подключенный через замкнутые контакты переключателя S3 "Импульс" к выпрямительному мосту V1-V4, заряжается. Первичная обмотка сварочного трансформатора Т2 обесточена, так как тринистор V9 закрыт. При нажатии на кнопку переключателя S3 заряженный конденсатор С1 подключается к управляющему электроду тринистора V9 через переменный резистор R1. Разрядный ток конденсатора открывает тринистор, и напряжение сети поступает на первичную обмотку сварочного трансформатора Т2. Если вторичная обмотка сварочного трансформатора соединена со свариваемыми деталями, то в ней возникает мощный импульс тока, который вызывает сильный разогрев металла а точке касания сварочного электрода. Длительность импульса тока зависит от параметров времязадающей цепи R1C1. При номиналах элементов этой цели, указанных на схеме, максимальная длительность импульса tи (без учета внутреннего сопротивления тринистора) примерно равна 0,1 с. За это время ток во вторичной обмотке может достигать 300...350 А. Этого вполне достаточно для прочного приваривания к массивным конструкциям деталей из фольги толщиной до 0,15 мм, например из легированной стали 1Х18Н10Т. Возврат устройства в исходное состояние происходит автоматически по окончании разряда конденсатора С1. Оптимальный режим сварки устанавливают подстроечным резистором R1 "Режим". Конструктивно сварочный аппарат состоит из двух частей: силового блока и сварочного пистолета, которые соединяются между собой гибким кабелем с помощью многоконтактного разъема. На шасси силового блока размещены почти все элементы устройства. Конструкция шасси и его основные размеры показаны на рисунке.
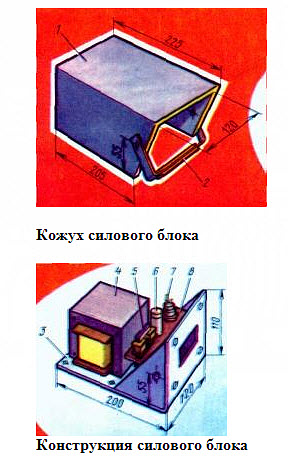
На основании шасси 3 размещены сварочный трансформатор 4 и планки с диодами V1-V8. К передней панели шасси прикреплен кронштейн 8 с установленными на нем вспомогательным трансформатором 5, конденсатором 6 и тринистором 7. На передней панели монтируют одну из частей разъема (в прямоугольном отверстии) соединительного кабеля, переменный резистор установки режима, сетевой тумблер, штыревую часть разъема сетевого шнура и зажим для подключения -более массивной из свариваемых деталей. Кожух 1 изготовлен из дюралюминия толщиной 2,5 мм и снабжен ручкой 2 для переноски. Устройство сварочного пистолета показано на рисунке.
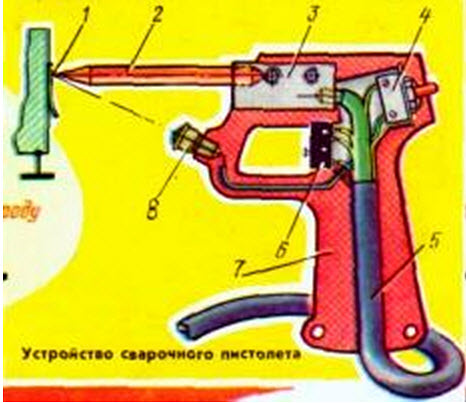
Корпус 7 пистолета изготовлен в виде двух одинаковых по форме частей, выфрезерованных из листового текстолита толщиной 12 мм. В корпусе смонтированы держатель 3 сварочного электрода 2. лампа 8 подсветки с кнопочным выключателем 4 "Подсветка", микропереключатель 6 "Импульс". Соединительным кабелем 5 служит гибкий двадцатичетырехпроводный кабель в резиновой изоляции наружным диаметром 11 мм и сечением каждого провода 0,75 мм кв. Пять проводов кабеля использованы для подключения микропереключателя и лампы подсветки, а остальные девятнадцать запаяны непосредственно в держатель 3 электрода. Держатель изготавливают из медного бруска прямоугольного или квадратного сечения. Электродом 2 служит медный пруток диаметром 8 мм. Электрод должен быть надежно зафиксирован в держателе. Вместе с этим должна быть предусмотрена возможность смены электрода. Для приваривания фольги жало электрода затачивают конусом, переходящим в сферу диаметром 1...1.5 мм. Для сваривания проволоки применяют электрод с плоским рабочим горцем. Монтаж пистолета начинают с разделки кабеля. Девятнадцать проводников кабеля тщательно зачищают, скручивают вместе, облуживают и запаивают в отверстие держателя 3 электрода. Оставшиеся пять проводов обрезают до необходимой длины и припаивают к микропереключателю 6 и лампе 8 подсветки. Второй конец кабеля заводят во вставку штепсельного разъема типа А на 20 контактов (кабельная конструкция, см. фото на вкладке). В пистолете использованы микропереключатель МПЗ-1Т, лампа подсветки СМ-34 на 6 В, 0,25 А с арматурой, снабженной небольшой линзой, кнопка включения лампы подсветки - от настольной лампы. На лицевую панель шасси силового блока устанавливают ответную часть разъема соединительного кабеля. Пять соответствующих контактов разъема подключают к тем или иным цепям устройства, а остальные соединяют параллельно и подключают к одному из выводов вторичной обмотки сварочного трансформатора.
Магнитопровод этого трансформатора набирают из пластин Ш40, толщина набора 70 мм. Первичная обмотка содержит 300 витков провода ПЭВ-2 0,8. Вторичная обмотка этого трансформатора состоит из 10 витков изолированного провода или шины сечением не менее 20 кв.мм (в описываемой конструкции эта обмотка выполнена из двух многожильных проводников диаметром 4 мм, наматываемых одновременно). Такого же сечения изготовляют "заземляющий" соединительный проводник вторичной обмотки. Его длину не следует выбирать большей 2...2,5 м. Трансформатор Т1 может быть любым, обеспечивающим на вторичных обмотках напряжения 8...10 В (для заряда конденсатора С1) и 3...6 В (для питания лампы). В данной конструкции был применен магнитопровод от трансформатора детской железной дороги (сечение 10х10, Г-образные пластины). На нем размещают сетевую обмотку /, содержащую 8000 витков провода ПЭВ-2 0,08, обмотку //-330 витков провода ПЭВ-2 0,3 и обмотку ///-350 витков провода ПЭВ-2 0,2. Зажим, соединяемый с нижним (по схеме) выводом вторичной обмотки трансформатора Т2, монтируют на шасси без изоляционных прокладок. При изготовлении трансформаторов необходимо иметь в виду, что от качества изоляции их обмоток зависит безопасность работающего с аппаратом. Поэтому поверх первичных (сетевых) обмоток трансформаторов следует наложить не менее 4-6 слоев лакоткани или бумаги, пропитанной парафином. В сварочном аппарате использованы подстроечный резистор ППЗ-11, конденсатор К50-3, сетевой тумблер ТП1-2. Следует отметить, что применение тринистора ПТЛ-50 обусловлено исключительно желанием обеспечить высокую надежность аппарата и безотказную работу в тяжелых климатических условиях и при больших колебаниях сетевого напряжения. С некоторым ухудшением качества сварки в аппарате могут быть использованы тринисторы серии КУ202 с индексами К, Л, М или Н. При этом необходимо уменьшить сопротивление резистора R1 до 50 Ом, а емкость конденсатор С1 увеличить вдвое. Правильно собранный аппарат начинает работать сразу, без какого-либо налаживания. Качество сварного шва (точки) проверяют следующим образом. Полоску стальной фольги шириной 10...12 мм приваривают к очищенной от окалины поверхности стального бруска тремя-пятью точками, а затем отрывают с помощью пассатижей. В точках сварки на фольге должны остаться отверстия диаметром 0,5...0,8 мм, что свидетельствует о том, что отрыв происходит не по месту сварки, а вокруг него. Если же фольга отрывается в месте сварки, подбирают сварочный ток подстроечным резистором "Режим". При подборе тока необходимо учитывать, что качество шва ухудшается при увеличении давления на электрод. Следует отметить также, что по справочным данным постоянное напряжение, которое необходимо подавать на управляющий электрод тринистора ПТЛ-50 для его открывания, равно 8 В. Однако качество шва значительно улучшается, если это напряжение увеличить до 12...15 В (напряжение заряженного конденсатора С1).
Порядок работы с аппаратом.
В первую очередь "заземляют" кожух сварочного аппарата и конструкцию, к которой нужно приварить деталь. Работающий со сварочным аппаратом должен надеть защитные резиновые перчатки и стоять на резиновом коврике. Включают аппарат, привариваемую деталь прикладывают к конструкции и плотно прижимают жалом сварочного электрода пистолета в том месте, где нужно получить точку сварного шва. Нажимают на "спусковой крючок" пистолета (на кнопку микропереключателя), через 1...1.5 с снимают пистолет с детали и устанавливают жало на следующую точку. В тех случаях, когда это необходимо, включают лампу подсветки. При эксплуатации аппарата на производстве он обязательно должен быть принят местной комиссией по технике безопасности. В заключение следует указать, что возможности аппарата могут быть значительно расширены. Если использовать, например, омедненный графитовый электрод диаметром 6...8 мм, можно сваривать медные луженые проводники диаметром до 0,3 мм. Очень хорошо такие проводники привариваются к любым луженым и посеребренным деталям, а также к медной нелуженой фольге. Можно, например, приваривать тонкие проводники к фольге печатной платы без применения флюса. Хорошие результаты получены при сваривании листов очень тонкой медной фольги. В этом случае необходимо опытным путем подобрать длину и форму жала графитового электрода. Если необходимо сваривать детали из более толстых листовых металлов, сварочный трансформатор придется заменить более мощным. Например, для соединения стальных листов толщиной 0,5...0,7 мм необходим трансформатор сечением магнитопровода не менее 65...70 кв.см. Первичная обмотка такого трансформатора должна содержать 160-165 витков провода ПЭТВ диаметром 1,62... 1,7 мм, а вторичная - 4,5 витка медной шины сечением не менее 90 кв.мм (из расчета на сварочный ток 1400...1800 А). Диаметр электрода нужно увеличить до 18...20 мм. При этом в первичной обмотке трансформатора в момент сварочного импульса протекает ток около 45 А. Поэтому диоды V5-V8 нужно будет заменить более мощными, например ВЛ-50. Тринистор V9 также должен быть рассчитан на прямой ток не менее 50 А. Опыт, однако, показывает, что для сваривания стальных листов толщиной до 0,5...0,7 мм вполне допустимо использование тринистора ПТЛ-50 без дополнительного радиатора, поскольку сварочный импульс очень короток. Для того чтобы обеспечить номинальный режим при сваривании металлов различной толщины (от 0,08 до 0,7 мм), в аппарате необходимо предусмотреть более широкое регулирование сварочного тока. Наиболее целесообразно вместо конденсатора С1 использовать набор из трех конденсаторов емкостью по 1000 мкф каждый, коммутируемых переключателем либо последовательно (для тонколистовых металлов), либо параллельно.
В. Папенин, г..Санкт-Петербург
Тороидальный сварочный трансформатор из доступных материалов
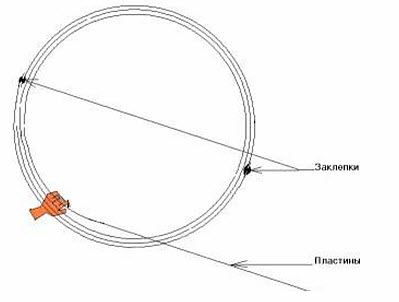
Многие сварщики любители мечтают о тороидальном сварочном трансформаторе. Ведь давно известно что массогабаритные характеристики у тороидов намного лучше чем у Ш и П образных трансформаторов. Так при тех же характеристиках, тороид в 1,3-1,5 раза меньше. Причина по которой многие любители не берутся изготовить такой трансформатор это отсутствие железа. Данная статья поможет найти выход из данной ситуации. Конструкция предполагает изготовление тороидального трансформатора из отслужившего свой срок промышленного сварочного трансформатора. Для этого он разбирается и из пластин размерами 90х450мм. собирается бублик. Нужная площадь сердечника зависит от количества пластин. В принципе пластины можно использовать от старых ламповых цветных телевизоров. Трансформатор ТС270, ТСА310 разбирают, П-образные сердечники ударом молотка разбивают на пластины, которые на наковальне выправляют. Для изготовления бублика, необходимо для начала склепать обруч из пластин, внешним диаметром 260мм. Затем внутрь обруча вставляют первую пластину, придерживая ее рукой, чтобы она не раскрутилась встык к ней вторую и т.д. до получения внутреннего диаметра бублика 120мм
Если бублик делается из трансформаторов ТС270 то диаметр необходимо пересчитать для достижения необходимой площади сечения. Можно рекомендовать изготовить два бублика и сложить их вдвое, в этом случае внешние и внутренние диаметры бублика можно оставить без изменения. Края тороида обрабатываются напильником. Из электрокартона изготавливаем два кольца внешним диаметром 270 внутренним 110мм. и полоску шириной 90мм. Прикладываем заготовки из электрокартона к бублику и обматываем изолентой на тканной основе, можно обмотать тесьмой от петлей размагничивания кинескопов. Первичная обмотка мотается проводом ПЭВ-2 диаметром 2,0мм, количество витков рассчитанных на 220 вольт примерно равно170, это во многом зависит от плотности сборки пластин. Точное количество витков можно проверить экспериментальным способом. Подключаем последовательно с первичной обмоткой трансформатора, амперметр рассчитанный на измерение переменного тока на 10-20 ампер. Если ток холостого хода будет больше 1-2х ампер то необходимо домотать витки, если меньше то можно отмотать. Вторичная обмотка мотается проводом ПВ3 сечением 15-20мм. 30 витков. Третья обмотка содержит так же 30 витков и намотана проводом МГТФ 0,35. Между слоями прокладываем изоляцию из тесьмы. После испытания трансформатора можно приступить к изготовлению схемы управления.
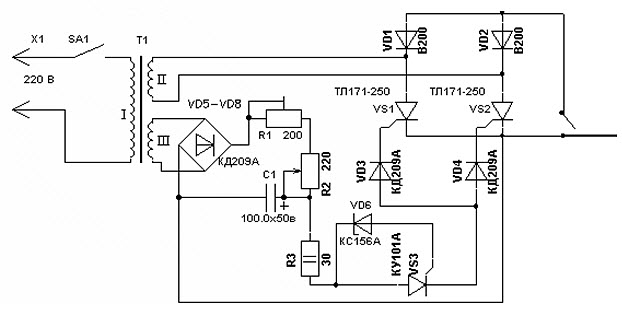
Она представляет собой фазовый регулятор тока. Переменное напряжение снятое с третьей обмотки трансформатора выпрямляется мостом на диодах VD5-VD8. Положительной полуволной через резисторы R1,R2 заряжается конденсатор C1. Когда напряжение достигнет примерно шести вольт происходит пробой аналога низковольтного динистора собранного на стабилитроне VD6 и тиристоре VS3 и через диод VD3 открывает тиристор VS1, емкость C1 при этом разрежается. То же самое происходит при отрицательной полуволне, только открывается диод VD4 и тиристор VS2. Резистор R3 служит для ограничения тока через аналог динистора. Налаживание заключается в подстройке резистором R1 необходимой зоны регулирования сварочного тока. В качестве SA1 можно использовать любой автомат на 25 ампер. Вместо VD3-VD8 диоды КД202В-КД202М или любые на ток более 0,7 ампер и напряжение 70 вольт. Вместо КУ101А можно использовать КУ201-КУ202. Резисторы R1,R2 на мощность не менее 10 вт. C1 типа К50-6. VD1,VD2,VS1,VS2 на ток 160-250 ампер с любой группой по напряжению. Их необходимо установить на радиаторы с площадью охлаждения не менее 100кв.см. Обмотка 3 трансформатора рассчитана на напряжение 40 вольт, а вторичную обмотку можно домотать, если возникнет необходимость повысить сварочный ток.
Абрамов Сергей г.Оренбург
mailto: radio-konst@narod.ru
Инверторный сварочный аппарат на тиристоре
Предлагаю принципиальную схему сварочного аппарата на быстродействующем тиристоре. Схема является копией промышленного сварочного аппарата "Электрон-125". Мощность достаточна , чтобы варить электродом диаметром 3 мм, в большинстве случаев этого достаточно.
Диаппазон регулирования сварочного тока, А ... 40 - 125.
Напряжение холостого хода ,В ......................не более 90.
Коэффициент полезного действия , % ..........не менее 60.
Частота преобразования - около 4 kHz.
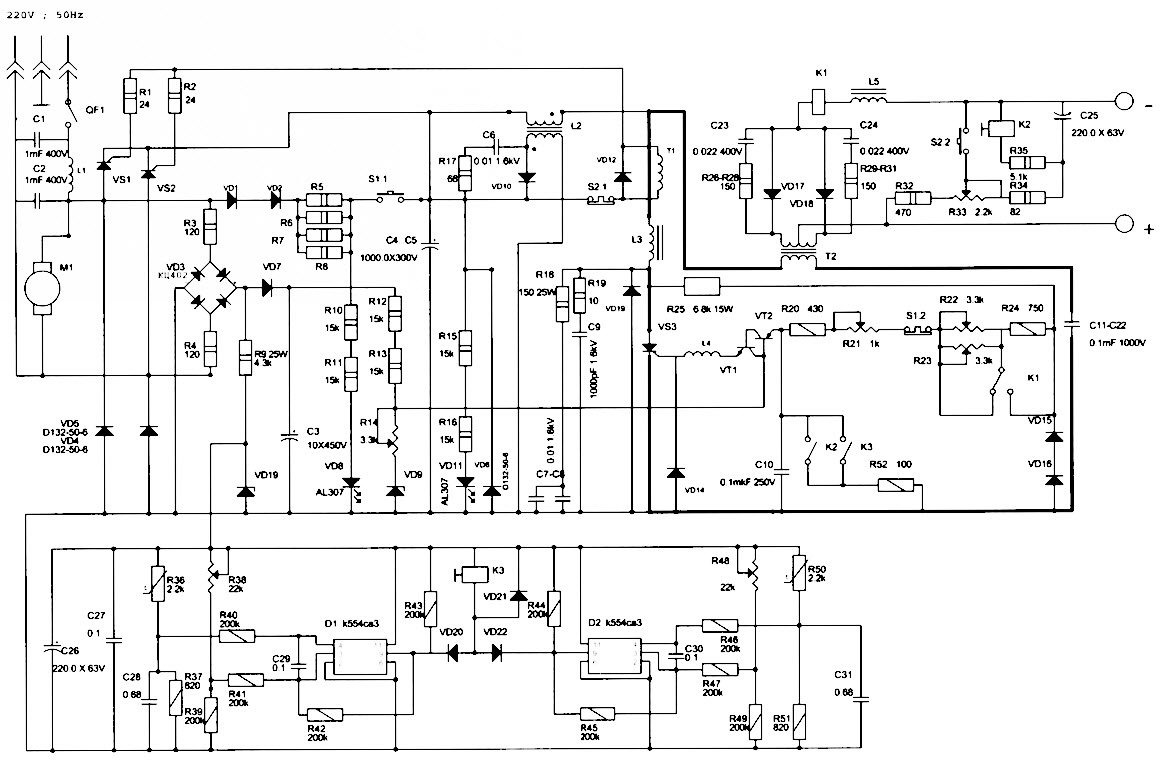
Регулирование выходной мощности осуществляется изменением частоты генератора, выполненного на аналоге однопереходного транзистора VT1 и VT2. Схема вполне работоспособна , но есть свои небольшие проблемы: cхема издаёт неприятное пищание, в режиме холостого хода часто щёлкает реле К2 , которое срабатывает при превышении U холостого хода на выходе.
Описание работы схемы
Импульсный преобразователь выполнен на быстродействующем тиристоре VS3. Генератор открывающих импульсов ,как уже писалось выше, выполнен на VT1 и VT2. Запускается преобразователь кнопкой S1. При этом, медленно , через резисторы R5-R8 происходит заряд батареи конденсаторов С4-С5. Светодиод VD11 показывает процесс заряда. В это время генератор импульсов не работает , так как разомкнута пара S1.2. При нажатии кнопки , запускается генератор , открывается тиристор , насыщается Т2 (для снижения скорости нарастания , по-видимому, служит L3 ) .Цепь выделенная жирным представляет собой колебательный контур , состоящий из Т2 , С11-С22 и включенного последовательно тиристора. Когда направление тока в контуре меняется на противоположное , через диод VD19 протекает ток ,тиристор шунтируется диодом и закрывается. Через Т1 импульсы открывают тиристоры VS1 , VS2 и в работу включается мощный мостовой выпрямитель. Токовое реле К1 срабатывает в момент начала сварки , закорачивая R24 и увеличивая частоту преобразования. К2 - реле, срабатывающее при превышении напряжения холостого хода на выходе, резистором R33 устанавливается порог срабатывания реле .К3 - термореле , срабатывающее при перегреве тиристора VS3 или диодов VD17 и VD18. Схема состоящая из L2, C6, R17, VD10 какую функцию выполняет , я не знаю, но без нее схема тоже работает.
Намоточные данные
Т1= кольцо 28 x 16 x 10 , n=52 витка ПЭВ-2 диам. = 0.3 мм.
Т2= 5 сердечников ТВС-110ЛА намотка по обе стороны,
n1=16 витков , Q=10 , L = 0.3 mH
n2 = две обмотки по 4 витка
L2 n1 = ПЭВ-2 , D = 2 мм , Q = 30, L=4.05mH
n2=ПЭВ-2 , D=0.4 мм , Q=30 , L = 0.45 mH
L3 n = 5 витков (провод 4 кв.мм), Q=4.2 ,
L = 0.154 mH (4 кольца сложенных вместе из феррита)
L4 ПЭВ-2 , D = 0.3 мм , L = 0.04mH
L5 шл. образн. сердечник 25 х 10 окно 20 х 50, шина 4 х 2.5 (две в параллель),
n = 2х22 витка , L = 0.05mH , Q = 1.5
K1 - мотается отводом от L5 в виде бескаркасной катушки ,
внутри которой ставится геркон . D = 10 мм , n= 5 витков.
Просмотров: 15355 |
Добавил: Chinas
| Рейтинг: 0.0/0
|