Волочильный стан и резак-гильотина
Статьи публикуются по мере поступления. Для упорядоченного тематического
поиска воспользуйтесь блоком "Карта сайта"
Вы никогда не пытались выгибать из металла
профили типа "уголок" или "швеллер"? Если пробовали, то,
наверное, знаете, как это трудно, особенно если профиль длинномерный. Нехитрый
волочильный стан, сделанный мною, позволяет протягивать разнообразные фасонные
профили из металла толщиной до одного миллиметра практически любой длины. В
дело идут пластичные металлы - стали марок 3 и "нержавейка",
алюминиевые сплавы и латунь.
ВОЛОЧИЛЬНЫЙ СТАН НА СТОЛЕ
Главный узел стана - разборная фильера из
материала Ст. 45. Хорошо воспользоваться для этой цели державками старых
токарных резцов. Последовательность технологических операций следующая:
черновая обработка, подгонка, шлифовка, полировка и закалка. Основание стана - двухметровый кусок
швеллера сечением 50X100 мм. С одной из его сторон закрепляются фильеры, а с
противоположной - располагается элементарный ворот - вал со стальными щечками,
между которыми наматывается трос. На вал насаживается рычаг с рукояткой. Один
из концов троса закрепляется на валу, а другой соединяется с зажимом. Зажим, в
свою очередь, стягивает полосу металла, пропущенную сквозь фильеру. Несколько рекомендаций по технологии
волочения. Перед работой металлическая полоса смазывается масляно-графитовой
смазкой, а затем заправляется в фильеру. При этом начальный участок профиля
необходимо выгнуть с помощью молотка, тисков и пассатижей. На таком приспособлении можно получать
швеллеры с высотой полок до 15 мм и шириной от 15 до 50 мм, а
"уголки" - с полками до 20 мм. Хочется предупредить, что стан
"выдает" продукцию, несколько скрученную вокруг продольной оси, но недостаток
этот легко исправить ручной рихтовкой. Замечу, что на качество профиля в
значительной степени влияет чистота обработки ручья, то есть внутренней
поверхности фильеры. Немалое значение имеет и качество переходов - они должны
быть достаточно плавными. Просвет фильеры необходимо сделать на 10-20% больше
сечения протягиваемого металла. Стальные заготовки-полосы перед волочением
лучше всего отжечь. Ширина полосы подбирается экспериментально, для чего через
фильеру пропускается кусок картона. Если полоска узка, то ширина полок будет
неравномерной, в противном же случае боковые кромки картонки будут
сплющиваться.
Остается пожелать самодельщикам, решившим
последовать моему опыту, заменить ворот на цепной привод - на вал насадить
звездочку, а трос заменить цепью, при этом существенно возрастет качество
изготавливаемых профилей.
В. ЖЕСТОВ, слесарь, г. Иркутск
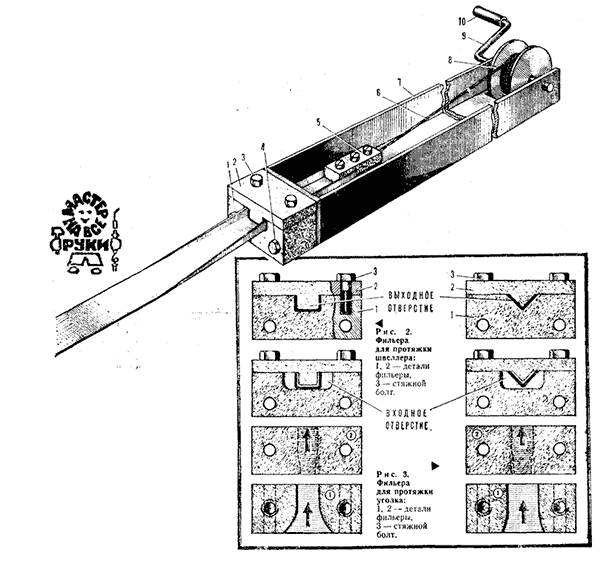
Рис. 1. Волочильный стан: 1, 2 - детали
фильеры, 3 - болт, 4 - болт крепления фильеры к основанию, 5 - зажим, 6 - трос,
7 - основание, 8 - щеки, 9 - вал, 10 - рукоятка.
Резак-гильотина
Разбирая
кипы старых журналов, скопившихся у меня дома за долгие годы, я раздумывал, что
с ними делать. Выбросить? Жалко, в них немало интересного. Хранить и далее?
Тоже не выход: занимают много места, пылятся... А
что, если оставить только то, что представляет интерес, ненужное же сдать в
макулатуру! Оставленные страницы сброшюровать, переплести и обрезать. Ведь
таким образом можно скомплектовать сборники, которые своим содержанием украсят
любую домашнюю библиотеку. Так я и поступил. Не
стану рассказывать о переплетных работах: технология того процесса досконально
описана во многих источниках. Остановлюсь на последней, наиболее трудоемкой
стадии — на обрезке. Как
это обычно делают? Переплетенную стопку страниц помещают под пресс и слой за
слоем обрезают ножом. Нужно иметь большой опыт, чтобы получился качественный
срез. Как правило, нож быстро тупится, листы рвутся, образуется много мелких,
пыльных отходов. Это и привело меня к мысли сделать для обрезки книг
резак-гильотину. Пользуюсь
приспособлением уже четыре года. На обрезку одной книги вместо нескольких часов
у меня уходит всего 15-20 минут. Срез получается ровный, гладкий, и пыли нет. Как
видно из рисунка, конструкция представляет собой простейший винтовой
пресс-струбцину. Он соединен с режущим приспособлением. Главная
несущая часть пресса — основание из полосовой стали толщиной 10 мм. В нем
просверлены отверстия O13 мм для фасонных болтов и два ряда отверстий M5
крепления стола и нижнего ножа. К основанию приварены направляющие трубки.
Чтобы избежать коробления, приварил их, надев трубки на фасонные болты,
вставленные в соответствующие отверстия. Лезвие
верхнего ножа изготовлено из инструментальной стали. В нем победитовыми сверлами
проделаны отверстия для крепления к усиливающему ложементу и к головкам
фасонных болтов. Нижний
нож из инструментальной стали прикреплен к основанию пятью винтами M5. Стол
и крышка пресса изготовлены из фанеры толщиной 10 мм. При желании их можно
вырезать и из гетинакса, текстолита или стеклотекстолита. Стяжные шпильки в
стоге закреплены гайками. Выступающие из-под гаек концы шпилек образуют как бы
ножки пресса вровень с основанием, это повышает устойчивость приспособления. Для
более высокой точности обрезки к столу пресса приклеена линейка (строго
перпендикулярно к режущей кромке нижнего ножа). Обрабатываемую стопку бумаги
кладут на стол, прижимают к линейке и фиксируют, затягивая гайки-барашки на
шпильках пресса. Затем гайками-барашками фасонных болтов приводят в действие
верхний нож.
В. ТАНЬКОВ, г. Ермак, Павлодарская
обл.
|
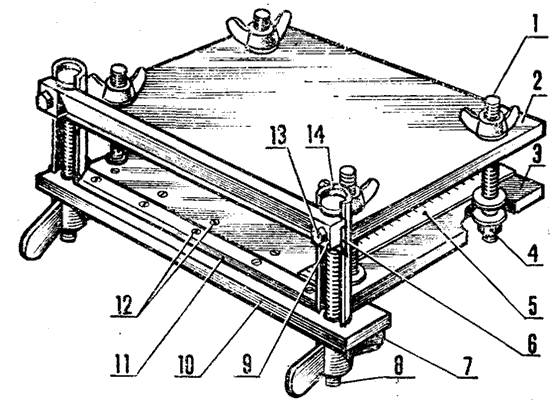
1
— шпилька М8 (4 шт.). 2 — крышка. 3 — стол, 4 — гайка М8 (4 шт.). 5 —
линейка, 6 — верхний нож. 7 — гайка-барашек М12 (2 шт.), 8 — фасонный болт
М12 (2 шт.), 9 — ложемент, 10 — основание, 11 — нижний нож, 12 — винты М5 (10
шт.), 13 — болт М8 (2 шт.), 14 — направляющая (2 шт.).
|
И
уголок, и швеллер
При
работе с металлом часто приходится гнуть, штамповать из листовых материалов
различные детали. Такие операции выполняют с помощью пресса и набора штампов.
Однако
учебный гидравлический пресс, обычно применяемый для этого, имеет ряд
недостатков: на нем нельзя обрабатывать металл шире 80 мм , не имеет он
обратного усиленного хода, да и скорость перемещения поршня мала. К тому же для
крепления приспособлений нужны специальные инструменты. Предлагаемое
приспособление для изготовления уголков и швеллеров лишено перечисленных недостатков.
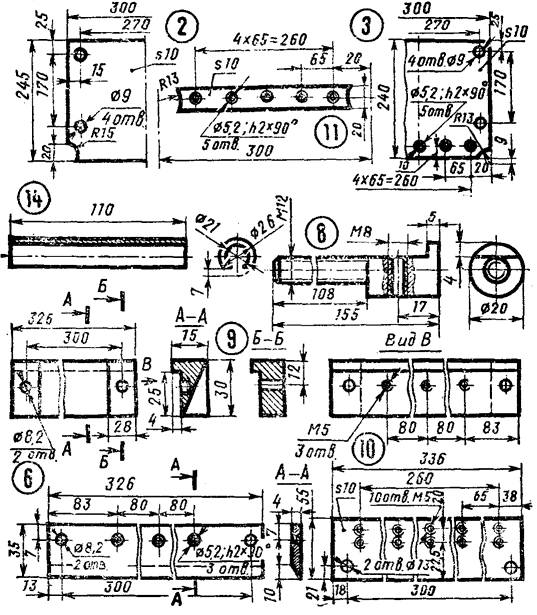
Все его детали можно сделать на токарном и фрезерном станках. Вилка
выполняется из бруска дюралюминия 30X30X100 мм. Верхний конец имеет форму
цилиндра диаметром 8 мм и длиной 20 мм - для установки вилки в патрон
вертикальной головки фрезерного станка. Еще
необходимо изготовить ролики диаметром 50 мм и шириной 18 мм. Их
следует иметь сразу несколько штук - с различными пазами, в зависимости от
требуемого размера профиля (на рисунке показаны возможные варианты). Ролик
вставляется в вилку. Закрепляют с помощью деревянного бруска пакет
металлических пластин, на которые укладывают заготовку для будущего профиля.
Затем прижимают роликом заготовку и прокатывают салазки несколько раз.
Получается
требуемый профиль, не нуждающийся в дополнительной обработке.
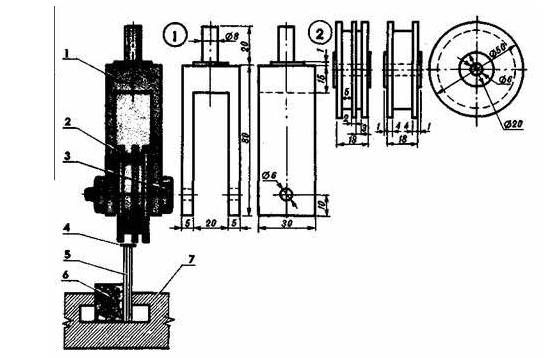
Приспособление
для изготовления швеллеров и уголков
1
— вилка, 2 — ролик, 3 — болт Мб, 4 — заготовка, 5 — металлические пластины, 6 —
деревянный брусок, 7 — салазки фрезерного станка.
Полученные
таким способом профили могут применяться для различных целей. Поэтому
приспособление для изготовления уголков и швеллеров станет хорошим подспорьем
домашнего мастера.
Просмотров: 3020 |
Добавил: Chinas
| Рейтинг: 0.0/0
|