Гальванопластика
Статьи публикуются по мере поступления. Для упорядоченного тематического
поиска воспользуйтесь блоком "Карта сайта"
Металлизация
предметов гальванопластикой является занятием, доступным в домашних условиях
каждому желающему освоить это дело. Ведут гальванопластические работы в
сосудах-ваннах, обычно имеющих прямоугольную, (можно и иную) и емкость,
определяемую объемом тех вещей, которые предстоит репродуцировать. Это и стеклянные, и
керамические (глазурованные) сосуды, и пластмассовые (в частности, коробки от
аккумуляторов или сварные емкости из листового винопласта), и деревянные ящики,
покрытые битумом. Гальванопластическим способом металл наносят на самые
различные предметы. Напр., превращают обычные кружева в металлические (ими
украшают рамы для картин или шкатулки, изготавливают из них браслеты, другие
филигранные ажурные изделия). Чтобы осуществить
гальванопластическое покрытие, нужен источник постоянного тока низкого
напряжения ( 3—б В ), для чего пойдут достаточно мощные селеновые и иные
выпрямители. Наиболее доступны выпрямители, предназначенные для зарядки
автомобильных аккумуляторов (сила тока до 7 А , напряжение 6 В ),
или сухие элементы (если работы малые). Регулируют силу тока, плотность
которого в процессе работы составляет 1—2 А/дм2 , чаще всего
ползунковыми или водяными реостатами.
Форму (катод) и медный электрод (анод) укрепляют в ванне на подвесках, медный
электрод — на медном или латунном крючке так, чтобы отверстие в электроде и
крючок не касались электролита (иначе металл будет разъеден). Подвешивают форму
на медной или латунной проволоке на расстоянии 15—20 см от электрода. В
качестве анода для медной гальванопластической ванны служит медная пластина
толщиной 3—4 мм и более.
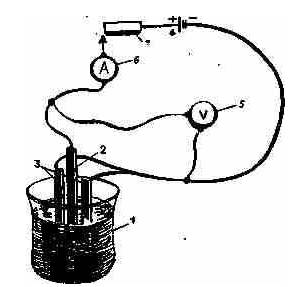
Рис.
1 Схема гальванопластической установки:
1 — ванна, 2 — анод, 3 — катоды-формы для наращивания меди,
4 — источник постоянного тока, 5 — вольтметр, 6 — амперметр, 7 — реостат
Гальванопластическим
способом можно изготовить самую разнообразную скульптуру или металлические
украшения. И формы для отложения металла готовят из гипса, воска, парафина,
пластмасс, пластилина, особенно же удобен в этом отношении герметик
"Виксинт". Форму из воска или гипса предварительно делают
электропроводной, покрывая слоем материала определенного состава (графит или
бронзовый порошок). Этот слой и подсоединяют к отрицательному полюсу. Электролит
приготовляют на основе медного купороса с добавкой серной кислоты, повышающей
электропроводность массы. На 1 л воды понадобится 150—180 г медного
купороса (сульфата меди). Растворять лучше в горячей воде. После полного
охлаждения раствора (до комнатной температуры) электролит фильтруют через
ткань. Затем в него осторожно вливают уже серную кислоту (медленно, тонкой
струёй во избежании быстрого разогревания электролита, его разбрызгивания, что
подчас приводит к тяжелым ожогам). Содержание серной кислоты в медных
сульфатных ваннах поддерживают в пределах 35—40 г/л (ее плотность — 1,84
г/см3 ). Растворимость
медного купороса заметно уменьшается с увеличением количества кислоты. В
растворе с повышенным содержанием сульфата меди он выкристаллизовывается на
стенках ванны и, что еще хуже, на аноде. Тем самым затрудняется процесс
электролиза. Избыток же серной кислоты вызывает хрупкие и недоброкачественные
отложения меди из-за водорода, интенсивно выделяющегося на катоде, особенно
если мы имеем дело с повышенными плотностями тока. А недостаточная
концентрация серной кислоты ведет к образованию рыхлого и пористого осадка
меди, ни на что не пригодного. Иногда качество меди повышают, применяя добавки.
Напр., спирт ( 8—10 г/л ). Наличие спирта намного повышает качество
меди. Но всему своя норма — избыток спирта делает медь хрупкой. Попадание в
электролит органических веществ (клей, некоторые сорта резины и пр.) вредно
влияет на его функционирование. Удалить подобные примеси можно, окисляя
подогретый электролит перманганатом калия ( 2— 3 г/л ) или устраняя
посредством мелко истолченного активированного угля (тоже 2—3 г/л ),
после чего фильтруют. В обычных
гальванопластических электролитах поддерживают комнатную (18—20 град.)
температуру. Она может повышаться до 25—28 град. в результате выделения
теплоты при прохождении электротока через электролит, фильтруют электролит как
можно чаще, удаляя из ванн осадок — шлам в виде порошкообразной меди, графита и
пыли. Весьма важна
плотность тока. Чем она выше и чем интенсивнее растворяются аноды, тем больше
шлама собирается в ванне (в особенности, когда используется низкосортная
анодная медь). Шлам, как правило, оседает на дно. Однако более легкие его
частицы во взвешенном состоянии благодаря конвекции перемещаются к катоду и
вызывают засорение гальванопластической меди. Соприкасаясь с
отлагающейся на катоде медью, шлам включается в металл, образуя шероховатости и
шишки, мешающие дальнейшему отложению металла. Графит, применяемый в качестве
электропроводящего слоя, покрывающего формы, тоже загрязняет электролит,
вкрапливается в металл и способствует получению шероховатостей поверхности. А теперь, после
общих сведений,— непосредственно к теме данного раздела. Всех, интересующихся
получением медной скульптуры техникой гальванопластики, отсылаем к статье Н. В.
Одноралова по данному вопросу, опубликованной в серии "Сделай сам" (1990,
№2). Мы же подробнее остановимся на наращивании металла на модели. На восковые и
пластилиновые модели — прежде всего. Такой метод наращивания применяют, если не
требуется особая точность репродуцирования деталей и их можно подвергать
механической обработке (резание, опиливание, чеканка и т. п.). В первую очередь
тонкостенные художественные изделия без соединительных швов. Изготавливают
восковые модели из озокерита или композиции, содержащей, помимо озокерита, 50%
(по массе) парафина (или стеарина) и обладающей достаточно низкой
температурой плавления и незначительной усадкой, а после застывания —
существенной твердостью. Перед заливкой
композиции в гипсовую форму укладывают контактирующие проводники в виде крючков
или узлов, не забывая глубоко профилированные места будущей модели, являющиеся
выступами в гипсовой форме. Проводники эти после заливки выступают над моделью
загнутыми концами. В форму укладывают также латунный или медный стержень,
служащий каркасом и контактирующей подвеской, которая соединяется со штангой
ванны. Когда восковая композиция застынет, копию модели вынимают из гипсовой
формы, удаляют швы, возникающие в процессе отливки восковой модели. При наращивании
деталей по верху решающее значение имеет скорость их затяжки металлом в
гальванопластической ванне. Зависит она от качества нанесенного
электропроводящего слоя и от правильного расположения контактирующих
проводников. После отложения слоя металла соответствующей толщины (1,5 - 2
мм), не искажающего рельефа (но достаточной для работы чеканами), его
обрабатывают обычными напильниками или рифлевками. Затем прочеканивают.
Восковую композицию вытапливают. Изготовление
металлических форм для литья скульптуры (изделия) из пластмасс. Ведется оно
методом контактного копирования с моделей скульптуры. Чтобы получить формы для
репродуцирования скульптур из литейных пластмасс, предварительно изготавливают
модели таким же способом, как и при наращивании поверху. В кусковые гипсовые
увлажненные формы заливают специальную восковую композицию. Напр., такого
состава: 700 г озокерита, 200 — парафина, 100 — канифоля.
На полученные восковые модели наносят тончайший графитный электропроводящий
слой (натирают просеянной графитовой пылью). Затем на модели устанавливают
проводники и под током погружают в электролит. С возникновением
металлического слоя нужной толщины воск из металлоформ выплавляют, подогревая
их над паром. Промывают их бензином, ацетоном и другими растворителями,
обезжиривают горячей щелочью. Промывают горячей водой. В эти формы,
отличающиеся высокой точностью, легкостью и прочностью, заливают пластмассовую
смолу. Напр., эпоксидную, резитовую, неолейкоритовую, обладающие отличной
литейностью. После конденсации
смолы (отвердевание-залитой пластмассы производят в машинном масле, заливаемом
в железный сосуд, устанавливают в него форму и нагревают масло до 60—70
град. ) удаляют формы с готовых скульптур, растворяя их в том же
сернокислом медном электролите, в котором наращивают формы. Их завешивают на
анод. Одновременно наращивают новые форма на восковые модели, завершенные на
катоде.
Графитирование. В наибольшей
степени свойствам создавать электропроводящий слой отвечает чешуйчатый графит.
Но можно пользоваться любым сортом этого материала. Необходимо, чтобы графит,
которым натирают формы, был чистым, не имел посторонних примесей, не был
крупночешуйчатым или матовым (землистым, сажевым). Перед употреблением
его обрабатывают. Обычный мелкий чешуйчатый размалывают в фарфоровой мельнице
(с водой) или растирают в ступке. Самый мелкий, коллоидный,— в коллоидной
мельнице. Удаляют оксиды железа: замешивают с водой до сметанообразной массы,
добавляют хлорводородную кислоту — через сутки графит осаждается на дно сосуда.
Воду сливают. Графит еще многократно промывают водой — до полного удаления
кислоты. Сушат. Растирают шпателем. Просеивают через тонкое металлическое или
шелковое сито (с числом отверстий не менее 400 шт./см "). Для
больших и очень точных копий понадобится наиболее мелкий графит. На
производство копий большого размера более пригоден крупный - он обладает
повышенной электропроводностью. Надо иметь в виду,
что у графита — существенное удельное электрическое сопротивление. И от
небрежного натирания им омическое сопротивление может возрасти. Поэтому наносят
его плотным слоем. На формы с тонким рельефом — кистью из мягкого, но не очень
длинного волоса (это чтобы пользоваться ее торцом). На кисть надевают резиновую
трубку, защищающую форму от возможного соприкосновения с металлической оправкой
кисти. Применяют обычно акварельные колонковые кисти от №8 до №14 ;
реже — более жесткие, употребляемые в живописи маслом; пользуются также ватными
тампонами (главным образом для натирания гипсовых форм). Гипсовые,
пропитанные воском, и восковые формы лучше всего графитировать в еще не совсем
остывшем состоянии (сцепляемость частиц одного вещества с другим высокая). В
этом случае графитируют в 2 приема. Еще теплую форму осторожно
припудривают ватным тампоном, нанося графит в избытке. А после охлаждения форму
графитируют окончательно. На сделанную из мягкой восковой композиции или из
пластилина используют мягкие беличьи кисти либо ватные тампоны. Стенки же
полости гипсовой формы, наоборот, дополнительно лучше графитировать довольно
жесткой кистью, обращая внимание на узкие или глубокие детали рельефа.
Графитируя ватным тампоном, следует часто осматривать его рабочую поверхность —
она может навощиться и повредить рельеф. Парафиновые формы
графитируются труднее (наносимый на них материал плохо сцепливается с их
поверхностью) . Обычно необходимо длительное графитирование. Обрабатывают формы
кистью, тампоном же не следует (парафин хрупок и от натирания склонен к
отслаиванию). Пластилиновые
формы, рельефы и объемные фигуры, прежде чем нанести на них графит, покрывают
шеллачным лаком или нитролаком, тем самым создается пленка, предохраняющая
поверхностный слой пластилина от повреждений во время графитирования и от
размывания электролитом. Пластилиновые
барельефы изготовляют на пластмассовой или стеклянной доске, создающей плоский
фон. Объемные скульптуры из пластилина, на которые наращивается металл, делают
на алюминиевых каркасах. В случае, когда опора каркаса выходит наружу, ее
покрывают парафином или воском. Но выступающую
часть каркаса оставляют до конца гальванопластического процесса (каркасом
удобно пользоваться для подвески скульптуры в ванну), И лишь по его окончании
эту часть отрезают ножовкой, плотно замазав надрез пластилином. Его покрывают
электропроводящим слоем и наращивают металл в электролите. На стеклянные,
пластмассовые и другие материалы, на которые металл наращивают в основном из
декоративных соображений, графит наносят следующим приемом. Материал,
подлежащий графитированию, сначала покрывают тонким каучуковым или восковым
слоем — наносят пульверизатором или кистью 0,2—0,3-й раствор того либо другого.
И уже после этого кладут графит мягкой кистью. Дерево, кружево,
бумагу и другие гигроскопические материалы до наращивания металлом пропитывают
парафином или воском, затем графитируют. Приходится иногда
дополнительно подграфичивать формы, частично уже наращенные металлом. А все
потому, что в процессе гальванопластического осаждения металла на
неметаллические формы часть поверхности порой не затягивается наращиваемыми
элементами из-за недостаточно плотного нанесения графита, неполного смачивания
электролитом всей формы, выделения пузырьков на ней и по иным причинам. Не обратишь на это
внимание и будешь вести дальнейшее наращивание - образуются значительные поры в
толще металла. Чтобы не допустить этого, формы заранее вынимают из электролита,
промывают в проточной водяной ванне или в слабой струе воды и сушат
незатянувшиеся места формы струёй холодного воздуха или фильтровальной бумагой.
Эти места затем подграфичивают мягкой кистью, лучше торцовой (она подходит не
только для поверхности формы, но и стенок небольших отверстий). Подграфичивать
ватными и марлевыми тампонами нельзя — волокна налипают на форму, и
наращиваемый металл становится шероховатым. Покрытые графитом
формы обдувают, удаляя лишний, с ней не связанный; особенно те, что со сложным
глубоким рельефом.
Бронзирование , т. е. способ
образования электропроводящего слоя нанесением бронзового порошка, менее
распространено, чем графитирование. Дело в том, что бронзовый порошок непрочно
пристает к материалам, из которых обычно изготовляют формы. И все же. Кистью
натирают форму порошком. Смачивают ее поверхность 15— 25%-м раствором
спирта. Тут же спирт удаляют и наносят на форму подогретый до 30—35 град. раствор,
состоящий из 6 г нитрата серебра и 50 г тиосульфита натрия, разведенных
в 1 л воды. Как только окраска поверхности формы изменится, раствор
сливают. Наливают свежий. По приобретении формой серого цвета, уже неизменного,
последнюю порцию раствора сливают. Форму тщательно вымывают водой.
Серебрение применяется тоже не
очень часто. Повышение смачиваемости формы достигается обработкой ее не менее
1—2 мин спиртом (после этого) 2—5 мин раствором следующего состава: 5
г хлорида олова, 40 мл хлороводородной кислоты, 1 л дистиллированной
воды. Кстати, хлорид олова одновременно является и катализатором, и
восстановителем серебра. Промыв форму дистилированной водой, приступают к
серебрению. Предварительно готовят 2 раствора: 1-й — 40 г нитрата
серебра, 1000 г дистиллированной воды; 2-й — 7 г пирогаллола, 4
г лимонной кислоты. Затем 1-й и 2-й растворы смешивают в
соотношении 1:5 по массе и наливают на форму. После пробурения раствора
его сливают. Форму промывают дистиллированной водой и повторяют операцию
серебрения тем же бурым раствором. Окончив серебрение, форму сушат.
Форму покрывают и
сульфидом серебра. Обработанную 5—8%-м хлоридом олова форму обливают
(или смазывают кистью) раствором: 10 г нитрата серебра, 25 мл аммиака
( 25%-го ), 30 мл спирта этилового, 20 мл дистиллированной
воды. Смоченную форму просушивают и помещают в камеру с сероводородом или
обдувают им в вытяжном шкафу. Чтобы получить пары сероводорода, в фарфоровую
чашечку насыпают кусочки сульфида железа и обливают хлорводородной кислотой.
Обдувая форму из пульверизатора, крепят его так, чтобы отводная трубка его была
на некотором расстоянии от жидкости, а на дно пузырька наливают сульфат
аммония. Под действием сероводорода на нанесенном слое аммиачного серебра образуется
тонкая пленка сульфида серебра, обладающего довольно высокой
электропроводимостью. Довольно нередок
способ получения пленки сульфида серебра на слое щеллачного лака. Форму
покрывают тонким слоем лака и после просушки погружают в раствор (или последний
наносят кистью), состоящий из нитрата серебра и спирта, взятых в соотношении 2:3
по массе. Влажную форму помещают в камеру с сероводородом или обдувают его
струёй. Спиртовый раствор нитрата серебра размягчает поверхностный слой
шеллака, отчего оно лучше держится на поверхности формы.
Медью
металлизировать поверхность можно таким способом. На предварительно
графитированную форму наносят 50%-и раствор спирта (от этого улучшается
ее смачиваемость). Затем — 20%-и раствор сульфата меди. Добавляют в последний
15%-и раствор спирта ректификата. Еще влажную поверхность формы посыпают
очень Мелкими железными опилками, которые примешивают мягкой кистью. Процесс
повторяют 2—3 раза. До меднения изделие обезжиривают контактным
осаждением из аммиачного раствора глицератов меди. Чуть уменьшают гладкость
поверхности (напр., стекло обрабатывают шкуркой или травят плавиковой
кислотой), чтобы улучшить сцепляемость с осаждаемым металлом. Изделия из
пластмассы протирают зубным порошком или оксидом магния, замешанным на 10—15%-м
растворе карбоната калия или другой щелочи. Фарфоровые или стеклянные
изделия погружают на 1—2 мин в слабый раствор плавиковой кислоты. После
подготовки предмет тщательно промывают струёй воды. Погружают в 1 % -и
раствор нитрата серебра на 5 мин и высушивают при 40—50 град. Изделие медлят,
опуская его на 10—20 мин в подогретый до 25—30 град. состав,
включающий в себя 1,1л так называемого раствора меди, 400 мл 3%-го раствора
гидр оксида натрия, 200 мл восстановителя и 800 мл формалина.
"Раствор меди” — следующего состава: 1 л сульфата меди ( 3%-й раствор),
20 мл аммиака концентрированного, 70—80 мл глицерина. Восстановитель: 100
г сахара растворяют, нагревая, в 250 мл воды, прибавляют 0,5 мл концентрированной
азотной кислоты. Греют раствор до приобретения им янтарного цвета. Затем
разбавляют его водой до объема 1250 мл. Покрытые медью изделия формы
тщательно промывают водой и загружают в электролитическую ванну для наращивания
металла. Электролитическое
наращивание — основная тема данного подраздела. Будем считать, что формы, к
нему подготовленные, уже снабжены проводниками, имеющими контакт с
электропроводящим слоем и подвеской для крепления на катодных штангах, т. е.
они заряжены. Если плотность материалов формы меньше, чем у электролита, то она
снабжается грузами, утапливающими ее и удерживающими под верхним уровнем
электролита. Зарядка форм.
Проводники делают из очень мягкой, как следует отожженной и протравленной
медной или латунной проволоки 0,15—0,2 мм или 0,3—0,5 мм . Более
тонкие проволоки — на малые и средние формы. Потолще — на крупные (применение
проводников большего диаметра позволяет повышать плотность тока). В формах,
снятых с рельефов или объемной скульптуры, предусматривают отверстия для
контактирующих подвесок или проводников и подвешивания грузов. Эти отверстия в
восковых формах обычно прокаливают, в момент, когда воск еще достаточно мягок.
В гипсовых же сверлят вручную до пропитывания форм восковой композицией. Располагают
отверстия в нерабочих краях формы: их диаметр таков, чтобы в них удалось ввести
контактирующие провода или подвески, площадь сечения которых обеспечивает
отсутствие нагрева с учетом максимальной рабочей плотности тока. У плоских форм
отверстия для грузов — на противоположной стороне от отверстий для подвесок.
Число таких отверстий подбирают исходя из необходимости уравновесить формы в
ванне. Контактирующие проводники прокладывают на расстоянии 5—10 мм от
границ готового изделия. Это дает возможность легко отделять металлический
облой при обработке готового барельефа. Располагать проводники подальше от
границ формы важно потому, что они покрываются наиболее толстым слоем металла,
затрудняющим удаление облоя. У объемных и кусковых форм проводники укрепляют
главным образом на торце. Прокладывать
начинают проводники от подвесочного отверстия формы — их вводят в отверстие с
лицевой стороны формы и крепят пластилином или церезином в начале, а затем в
конце каждого участка. Чтобы обеспечить лучший контакт с электропроводящим
слоем, необходимо плотное прилегание проводника к форме: его поджимают острием
ножа к плоскости. По окончании прокладки проводника его второй конец снова
вводят в подвесочное отверстие формы, а затем уж крепят подвеску —
изолированный проводник, конец которого очищен от изоляции по длине,
достаточной для контакта с концами проводника, проложенного по форме. Затем
подвесочный провод в виде крючка загибают. Подвеской плоских
форм лучше всего служит 1-жильный медный провод с хлорвиниловой
изоляцией. Объемных форм — мягкий многожильный провод с резиновой или иной
(надежной) изоляцией, защищающей провод от электролита. Грузом могут быть куски
фарфора, стекла, глазурованной и непористой керамики. А чтобы последние не
обрастали металлом (это возможно, если на них попадет графитовая пыль), их
покрывают лаком или воском. На грузах не должно быть электропроводящих
материалов. В связи с этим их подвешивают на формы после нанесения
электропроводящего слоя. Загрузка форм в
ванну производится под некоторый углом к поверхности электролита, тем самым
облегчают удаление воздуха из узких мест формы. Затем плоскую форму, помещенную
в электролит, располагают горизонтально, чтобы с нее мягкой кистью удалить
оставшиеся пузырьки воздуха. Уменьшают захват пузырьков, залив формы спиртом
перед загрузкой. Завешивают формы всегда в положении, позволяющем воздуху
выходить кверху. Закрытые объемные формы заполняют электролитом постепенно,
равномерно вытесняя из них воздух. Глубоко профилированные места держат так,
чтобы электролит, медленно вливаясь в них, вытеснял бы воздух. Первоначальную
плотность тока устанавливают минимальной, тогда она не вызовет подгорания
проводников, которые связаны с электропроводящим слоем. Таковой ее поддерживают
до полной затяжки форм металлом. Лишь потом переходят на рабочую плотность —
она уже безопасна.
Металлизация кружев
—
особенно распространенное занятие в домашней гальванопластике. В
металлизированном состоянии тонко орнаментированные кружева напоминают
филигрань, притом высокохудожественную. Они могут украшать разнообразные
художественные изделия. Тюлевые кружева, тонкие по рисунку, наиболее красивы в
сочетании с просвечивающим сквозь них фоном и применяются в отделке в качестве
декоративных накладок. Гипюровые кружева с более крупной по сравнению с
тюлевыми сеткой ажура хороши для непосредственного изготовления различных
художественных изделий (рис. 2, а и б). Заключается
гальванопластическая металлизация в предварительной обработке кружев,
наращивании металла, последующей гальванопластической отделке кружев уже на
изделии. Кружева сначала растягивают на рамке, пропитывают парафином,
проглаживают утюгом между листами бумаги (удаляется избыток пропитки). Наносят
электропроводящий слой (мелкий графит), излишек которого тщательно сдувают.
Проложив проводники по краю кружева, их крепят на пластмассовой рамке из
толстого провода с хлорвиниловой изоляцией и вместе с нею погружают в
электролит (рис. 2, в). Покрытые медью
кружева обрабатывают латунной щеткой. Из металлизированных кружев вырезают
требуемую заготовку и монтируют на изделии. Или изготовляют само изделие,
придавая заготовке кружева соответствующую форму. Паяют их обычным способом — с
применением оловянно-свинцового припоя. Гальванопластическая отделка состоит в
нанесении на кружева декорирующего слоя серебра, золота или оксидирования их в
соответствующий тон.
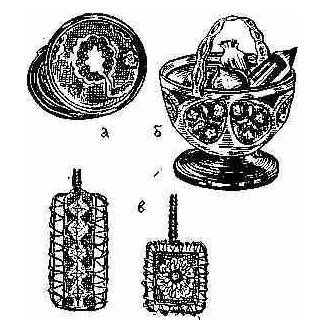
Рис.
2. Металлизация кружев: а — пудреница, орнаментированная металлизированным
тюлевым кружевом в виде накладки на крышку; б — конфетница, стенки которой
изготовлены из металлизированного кружева; а — натягивание проводником кружева
Подобным же
образом, лишь с небольшими отличиями, производится изготовление, скажем,
гербариев, пресс-форм для прессования изделий из акрилата, покрытие металлом
растений и фруктов, деревянных вещей и перьев птиц. Мы остановимся подробно
лишь на последних. Покрытие металлом
изделий из дерева, перьев птиц, имеющих декоративное значение в интерьере
квартиры. Такие предметы будут выглядеть литыми металлическими. Изделия из
дерева предварительно проваривают в воске или парафине, церезине, озокерите или
других восковых смесях — устраняют гигроскопичность (оно впитывает электролит).
Графитируют. На них устанавливают проводники. Подвешивают груз.
Форму загружают в ванну. Таким же образом покрывают металлом перья птиц, лишь
не пропаривая их в воске или парафине, а погружая в расплавленный состав. Так
же Графитируют, прикрепляют проводник и груз, опускают в ванну.
Просмотров: 2686 |
Добавил: Chinas
| Рейтинг: 0.0/0
|